Самодельные приманки для судака. Блесна "Алтай-50"

Всем самодельщикам и им сочувствующим - пламенный салам! Опять нарушил я советы мастера и сделал блесну в других размерах ))), но в итоге получилось даже очень ничего, чем и спешу с вами поделиться.
Итак, сначала были начирканы приблизительные параметры, в которых я уже отступил от размеров в сторону уменьшения утолщения и его длинны.
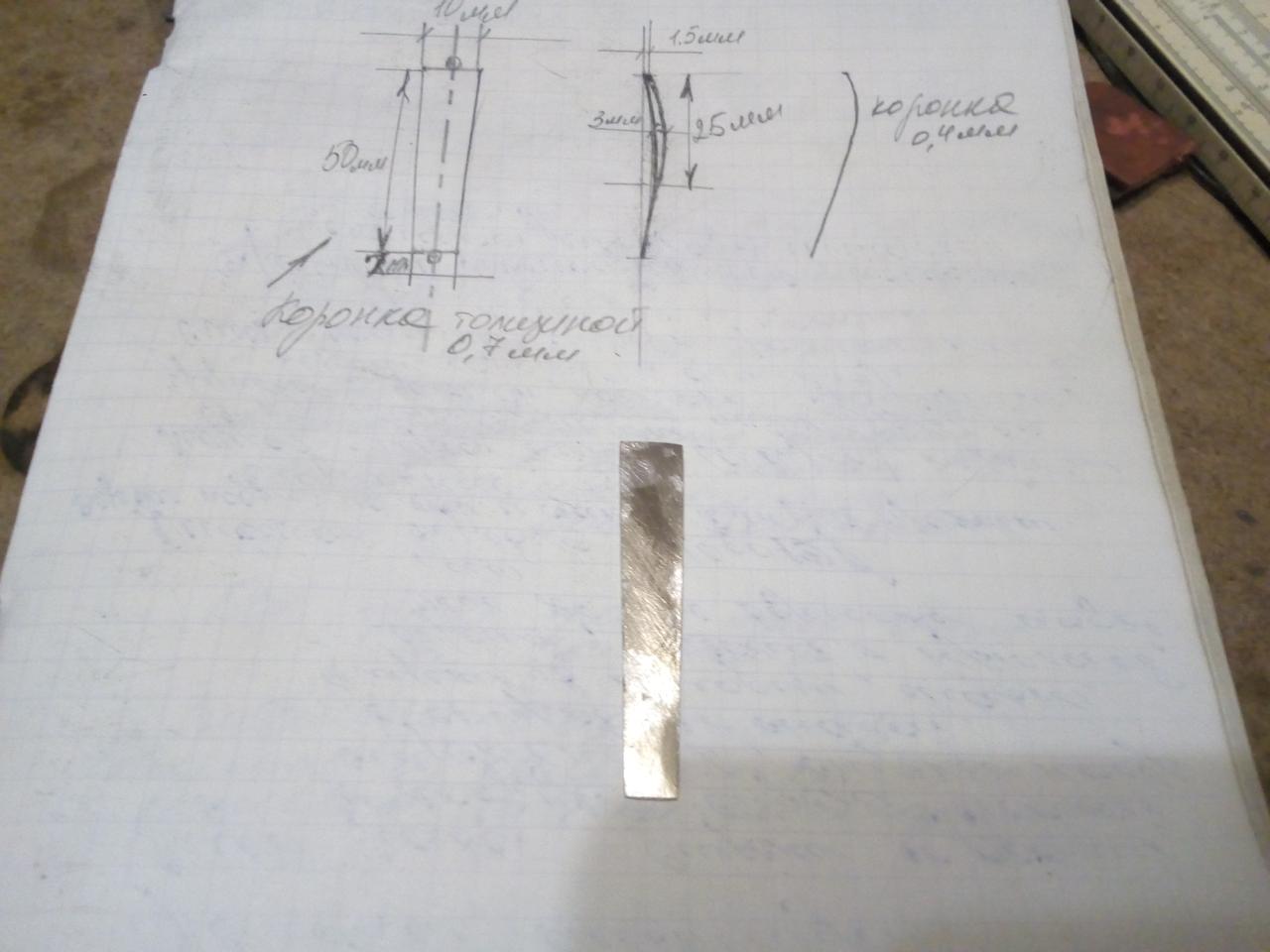
По этим параметром вырезал две пластинки: основание - мельхиор 0.7 мм., верх - латунь 0.4 мм. Латуни у меня был последний кусочек, так что по длине обе коронки получились одинаковые, а по плавильному надо, чтобы верхняя часть будущей блесны была на 3-4 мм больше.
После того как заготовки вырезаны, их нужно зачистить, прокатать на ровной металлической поверхности и приступить к работе. Я начал с того, что сделал уступ на верхней коронке. От широкого кончика отмеряем 1,5 мм., прочерчиваем линию, делая царапину как можно глубже,

и загибаем кончик под углом 90 градусов. * Вот загнуть кончик такой маленькой длинны оказалось делом не простым, поэтому лучше сделать загиб миллиметра 2,5 и сточить его до нужного .

Далее прокатываем пластину на резине, проминая её от середины к уступу (к началу) с одной стороны и, совсем немного изгибая, от середины к концу с другой стороны. Сначала пускай форма "S" получиться, потом где не нужно разогнёте.

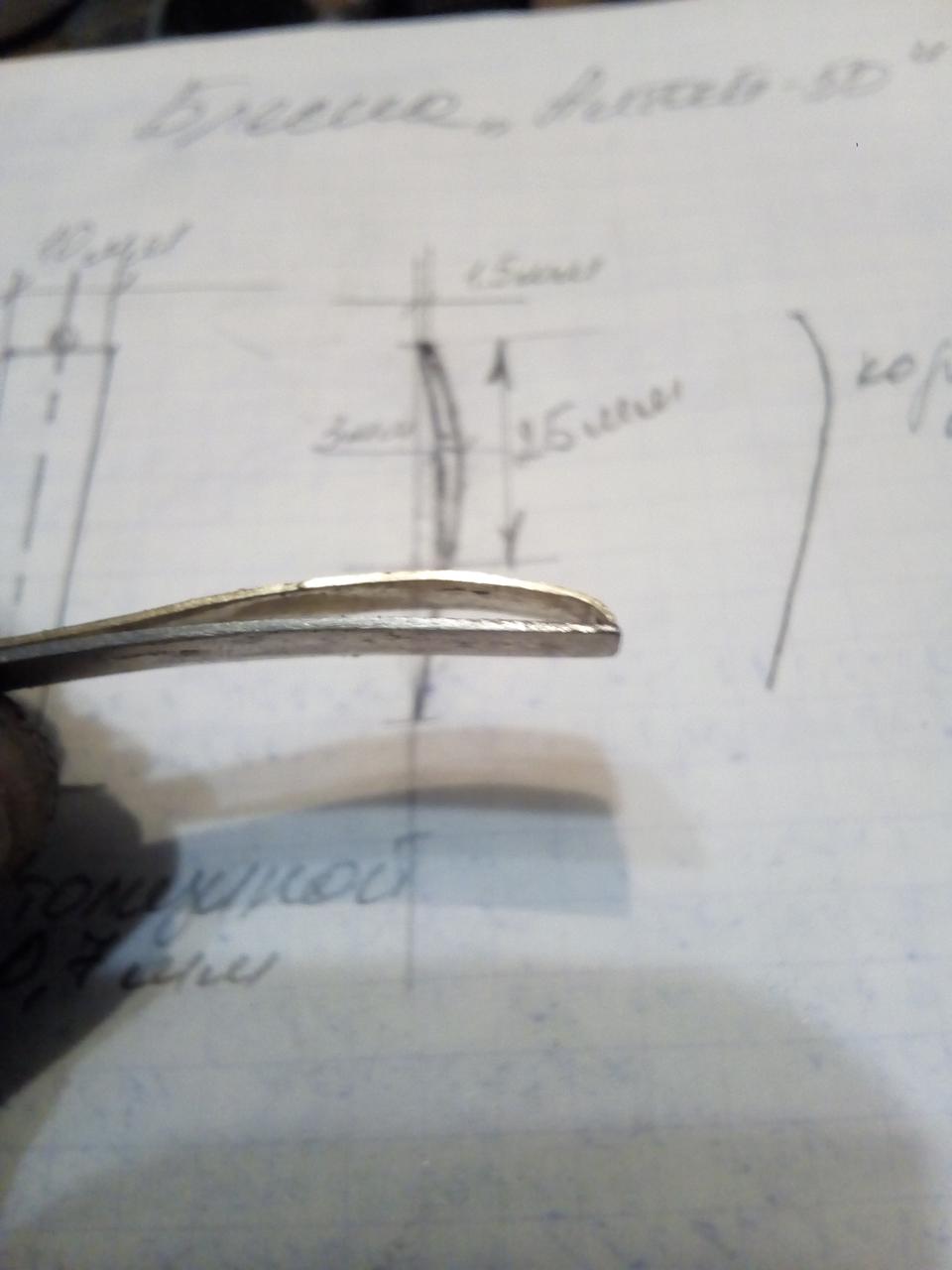
Основание так же прокатываем, придавая ровный загиб по всей плоскости. * Загиб будет достаточным, если центр коронки будет выше горизонтальной плоскости на 2,5 - 3 мм.

Начальные формы заданы. Теперь необходимо подогнать коронки друг к другу как можно ровнее. При этом, надо помнить, что блесна в самом толстом месте заливки не должна быть больше 3 мм, а явное утолщение должно плавно перейти в хвостовую часть примерно в 25-27 мм. от уступа. Замеряем - проверяем обязательно! Если что-то не так, прокатываем по-другому, но этих параметров добиться нужно.
Как все загибы, подгибы, неровности готовы, приступаем к сборке.
Делаем ушки,

не забываем концы петель немного подогнуть по изгибу пластины, облуживаем их; с выпуклой стороны облуживаем основание блесны, и припаиваем петли.
- Обратите внимание на фото ниже. На "морду" блесны я припаял петлю не подогнув "усы" по телу, но если так же сделать на "хвосте", то получится лишнее утолщение, что неминуемо испортит весь труд.

Так же лудим вторую коронку и незабываем в уступе сделать пропил под усы петли.

Вновь соединяем детали, всё хорошо зажимаем, чтобы ничего не сместилось - не поехало и, начиная прогревать с тонкой стороны, сначала усаживаем коронки между собой, а затем дальше заполняем пустоты, периодически переворачивая блесну то на одну, то на другую сторону.


После спайки и заливки надо опилить края и посмотреть форму, получилось примерно вот так -

значит всё отлично.
Приступаем к выведению размеров ширины.
В оригинале они такие: голова - 10 мм, хвост - 7 мм., но мне показалось, что можно немного отступить от правил, и я опилил обе стороны блесны до размеров: голова - 8.6 мм, хвост - 6 мм. Пойти на такой шаг заставило применение другого материала, если у вас коронки будут толщиной 0.3-0.4 мм, то ничего в размерах менять не надо, разве что радиусность основания сделать поменьше (2 мм., будет достаточно)
Вес -

После опила сторон, с помощью надфиля немного завалил все грани блесны, убрав угловатость; почистил, отполировал и получил "Алтай-50" в новых пропорциях -


Работу блесна показала превосходную, не верите, смотрите сами -
- Лучше смотреть, перейдя на канал, тут видио криво встает почему-то.
Вот собственно и весь процесс! Экспериментируйте, повторяйте, делайте что-то своё, главное не стойте на месте, и тогда у вас всё получиться.
Да, чуть не забыл. Первая процедура любой блесны - купание в щелочном растворе, иначе кольца будут гнить, а блесна быстро мутнеть.
Всем НХНЧ.










Комментарии 12
Пару недель назад, Палыч действительно ушел. Царствие ему небесное.